






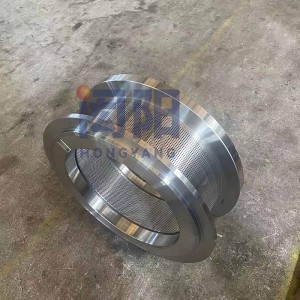
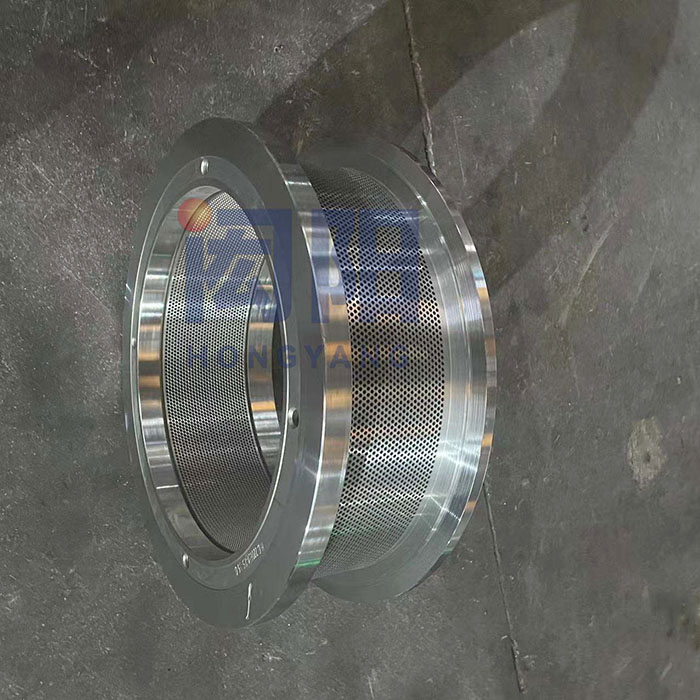
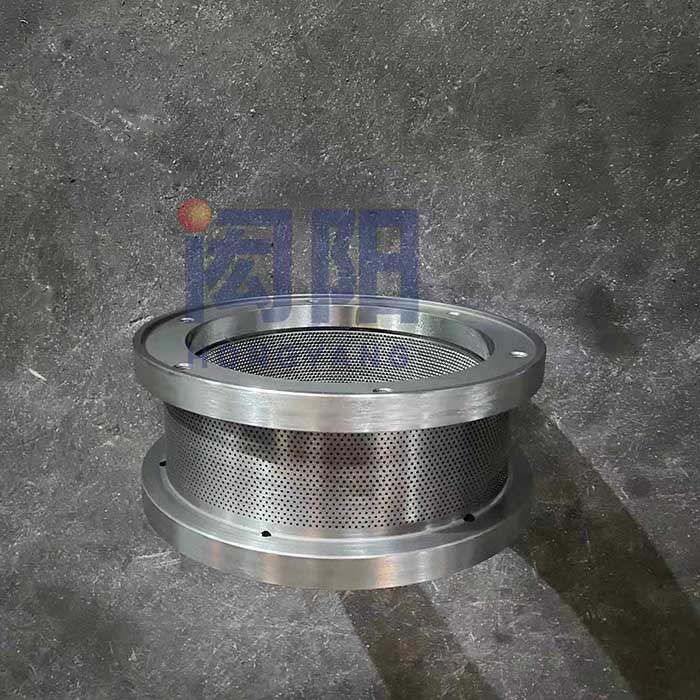
Söödagraanulirõngas HUAMU HKJ 250
Toote omadused
1. Valige kõrgekvaliteedilised ahjuvälised rafineerimis- ja degaseeritud kangid.
2. Vorm kasutab imporditud püstolitrelli ja mitme jaamaga rühmatrelli, vormiauk moodustatakse korraga, viimistlus on kõrge, toodetud sööda välimus on ilus, väljund on kõrge, materjal tühjeneb sujuvalt ja osakesed moodustuvad hästi.
3. Vorm kasutab Ameerika vaakumahju ja pideva karastusahju kombineeritud töötlemisprotsessi, millel on ühtlane karastamine, hea pinnaviimistlus ja kõrge kõvadus, tagades kahekordse kasutusea.
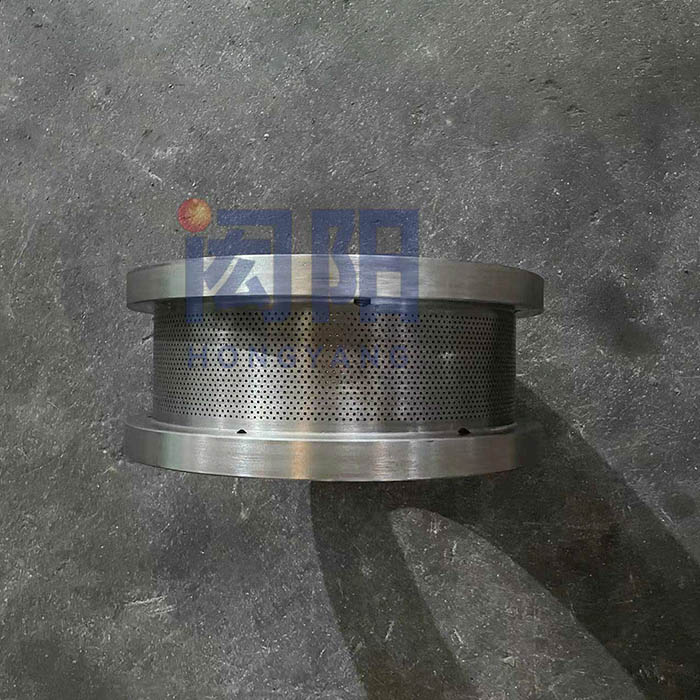
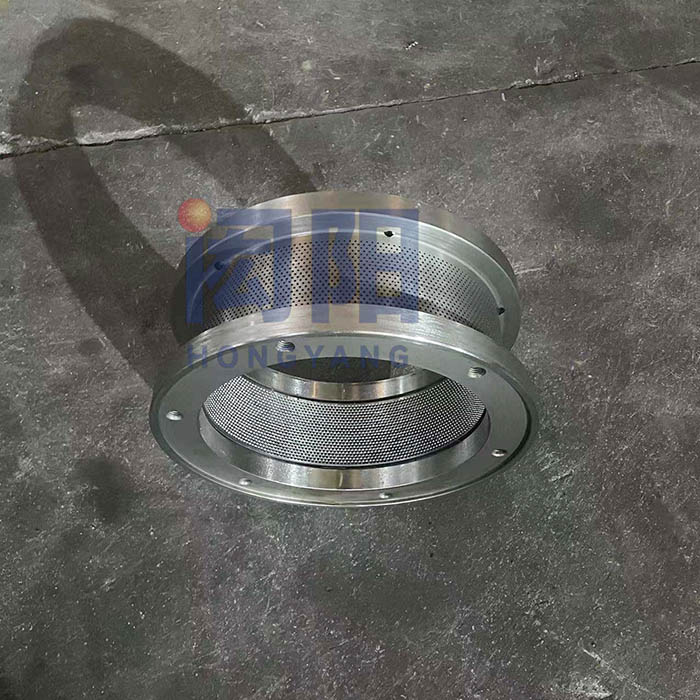
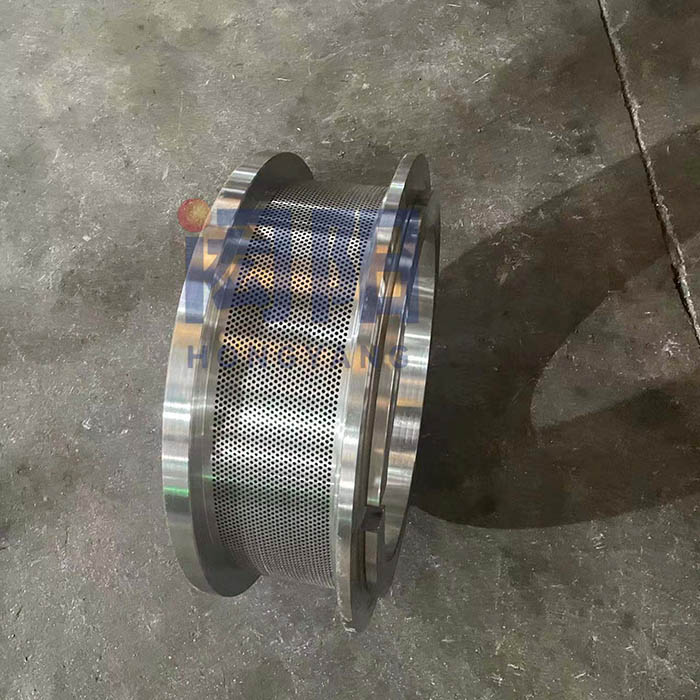
Toote väljapanek
Alates 2006. aastast on meie ettevõte pühendunud rõngastantside professionaalsete keemiatehaste tootmisele. Valmistatud stantsid sobivad kana, pardi, kala, krevettide, hakkepuidu, komposiitmaterjalide jms jaoks ning on nüüdseks tehnoloogia küpses faasis. Meie ettevõte võtab kasutusele CNC viieteljelise rehvi vormipüstoli puurmasina, neljapealise püstoliga puuri, CNC rõngasvormi faasimismasina.
Ettevõtte toodetud rõngasstantside põhimudelid on: 200-600; tellida saab igat tüüpi stantse Zhengchangist, Muyangist, Shendest ja CPM-ist.

Ummistuste lahendamine
Kui rõngasvorm on pelleti tootmise ajal blokeeritud, tuleb see masinast eemaldada ja puhastada.
1. Kõige tavalisem on kasutada elektritrelli, et sööda stantsiavasse ummistuda.
2. Kui blokeeritud rõngasvormi läbimõõt on alla 2,5 mm, võib rõngasvormi panna vette ja kuumutada. Vormiaugu sees olev materjal laieneb aeglaselt ja ulatub pikema keemisaja jooksul vormiaugust välja, nii et augu sees olev materjal muutub lahti. Pärast 1-2-päevast keetmist kraapige välja väljaulatuv materjal, seejärel pange rõngasvorm jahvatamiseks granulaatorile ja suruge august välja jääkmaterjal.
3. Väikese avaga rõnga ummistumist saab kasutada ka stantsi küpsetamiseks kuuma õliga, nii et stantsi augus olev materjal kõrgtemperatuurse koksi korral muutub väiksemaks ja seejärel läbib. Spetsiifiline praktika: tehke rõngasvormist suurem metallist vaagen, asetage rõngasvorm sellesse, lisage õli nr 15 ja kastke see matriitsi pinnale; kuumuta õli umbes 6-8 tundi, kuni õli harva mullitab.







-
SÜNDMUSED
-
Toote kategooria
-
Võtke meiega ühendust
-
 TEL: +86 18851202909
TEL: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu provints, Hiina
NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu provints, Hiina -
 E-post: hy.ringdie@outlook.com
E-post: hy.ringdie@outlook.com
-
-
Sotsiaalmeedia






Kuumad tooted - Saidikaart - AMP Mobile
Pelletiveski rõngasvorm, Sööda Pellet Ring Die, Pelletimasina rõngasvorm, Pellet Die, ring sureb, Pellet Ring Die,